定位精度:
基础型:±15μm(符合ISO 2768-mK级)
高精度型:±5μm(带激光补偿系统)
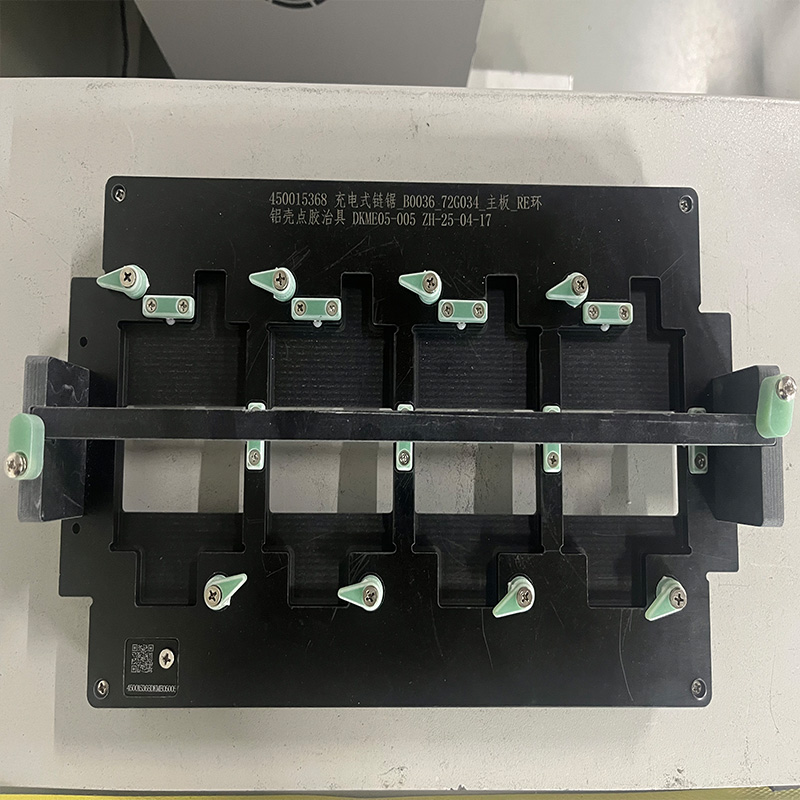
结构特性:
主体材质:A7075航空铝合金(HRC≥45)
导向部件:THK线性导轨+NSK轴承
表面处理:硬质阳极氧化(膜厚25-30μm)
智能定位系统:
6轴力反馈调节(0.1N分辨率)
视觉辅助对位(0.02mm@500万像素)
过程监控单元:
压力传感器阵列(0-50kgf±0.5%FS)
位移激光测距(0-10mm±1μm)
| 应用领域 | 关键技术突破 | 验证标准 |
|---|---|---|
| 汽车电子 | 多工位同步压装(±0.03mm) | VDA 6.3过程审核 |
| 医疗设备 | 无菌环境兼容设计 | ISO 13485体系认证 |
| 精密光学 | 防微振气浮平台 | JIS B 6336 Grade AA |
检测设备:
三坐标测量机(ZEISS CONTURA G2)
激光干涉仪(Renishaw XL-80)
验证流程:
静态刚度测试(≥100N/μm)
动态疲劳测试(50万次循环)
环境试验(-40℃~120℃热冲击)
设计阶段:
DFMEA分析(潜在失效模式评估)
有限元仿真(ANSYS Workbench)
生产阶段:
精密加工(MORI SEIKI五轴机床)
在线检测(Keyence全自动测量)
项目背景:某Tier1供应商48V混动系统装配线
技术挑战:
需同时满足±0.05mm定位与200N压装力控制
防电磁干扰要求(EN 61000-6-2)
解决方案:
开发磁屏蔽复合治具
集成伺服压装系统(力位移双闭环控制)
实施效果:
▶ 装配CPK由1.0提升至1.67
▶ 换型时间从45min缩短至8min